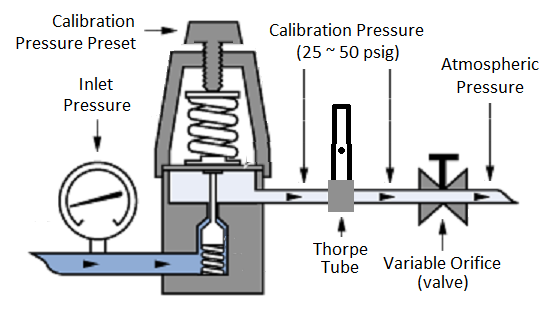
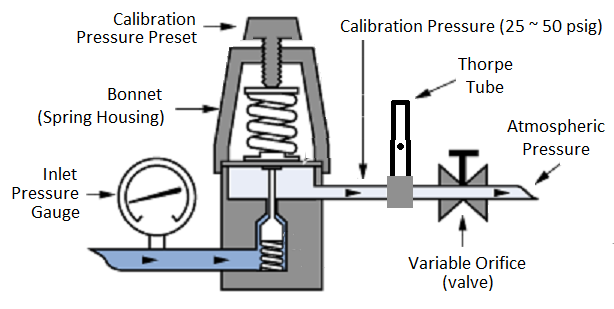
Pressure compensation makes the gas flow independent of any torch back pressure (blockages). Because of the high calibration pressure, it also causes gas surge which can be the cause of significant gas wastage and poor weld starts.
An uncompensated flow meter is sensitive to back pressure in the torch cable. Any back pressure causes reduced gas flow leading to improper shielding and potential weld defects.
Gas Surge
Gas surge is a rush of gas from a TIG or MIG torch when the trigger is pulled. The initial rush can be at several times the required flow rate, before it settles down to the value set by the flow meter. Gas surge happens because of the high intermediate pressure used in some flow meters.
Display Of Flow
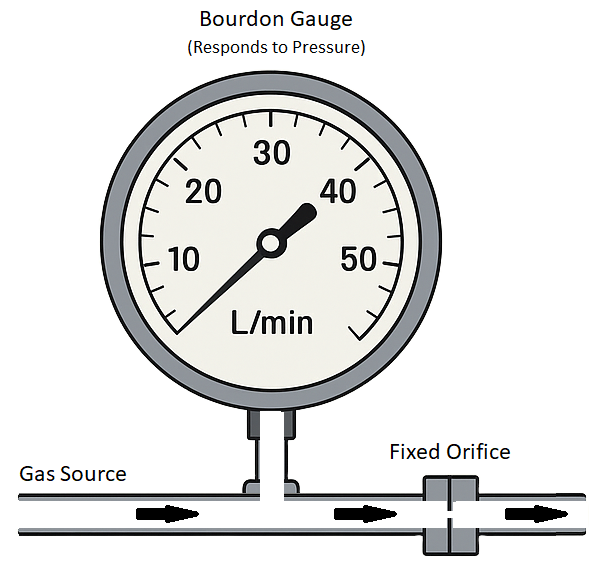
Because of the way gauge type flow meters operate, they do not always display gas flow correctly. When the trigger is released, welding stops and the gas flow stops. A gauge type flow meter will not display zero flow. In fact, the indicated flow will increase because of the rise of pressure in the delivery hose.
Any torch back pressure in an uncompensated flow meter causes reduced gas flow leading to improper shielding and potential weld defects. In the case of a gauge type flow meter, the indicated flow remains the same, or may even rise, so the operator will be unaware of the reduced shielding.
Types of Flow Meter
Flow meters measure the volume of gas being used per unit time in units of flow, such as litres per minute (L/m). There are many types and variations of flow meter, but in gas shielded arc welding, they are usually one of three types:
- variable pressure – fixed orifice,
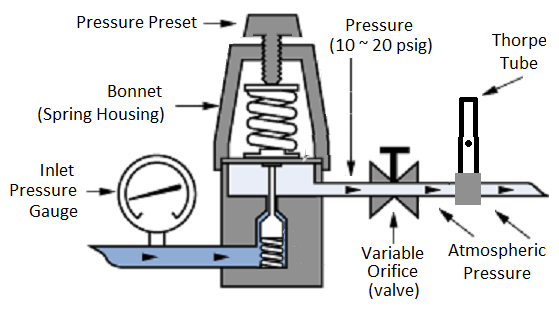
- variable orifice – fixed pressure and,
- specialised flow meters designed to reduce gas surge.
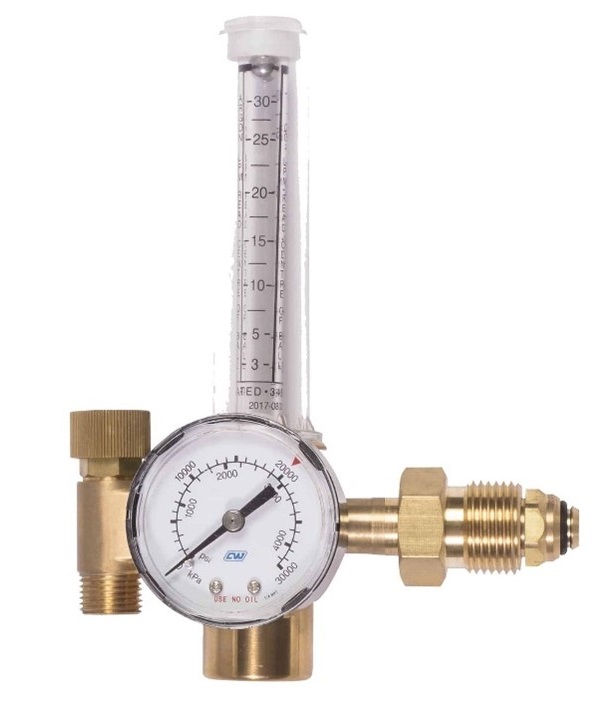
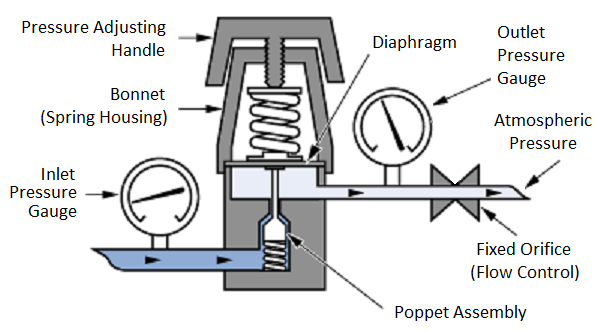
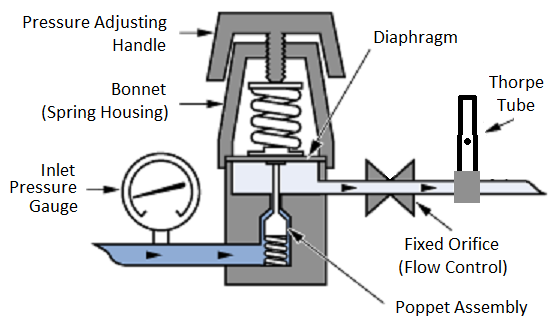
Variable Pressure, Fixed Orifice (VPFO)
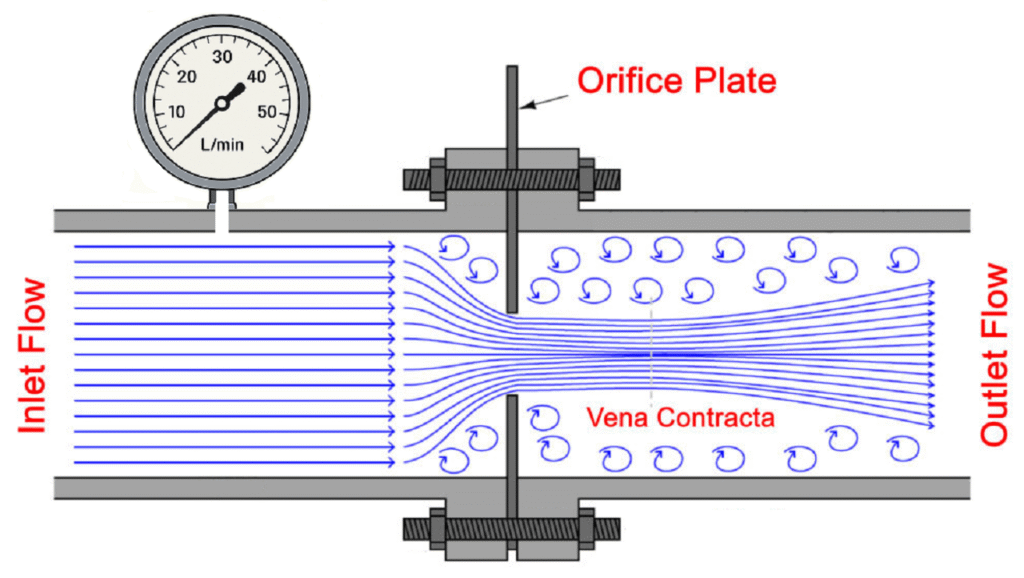
These use an adjustable regulator and a fixed orifice. The fixed orifice is placed at the output and as the pressure is increased, more gas flows through the orifice because of the increasing pressure differential.
The range of pressure needed to set the required flow depends on the size of the fixed orifice. If the orifice is small, the pressure must be higher, improving back pressure immunity but increasing the potential for gas surge in the process. The reverse is true if the orifice is larger.
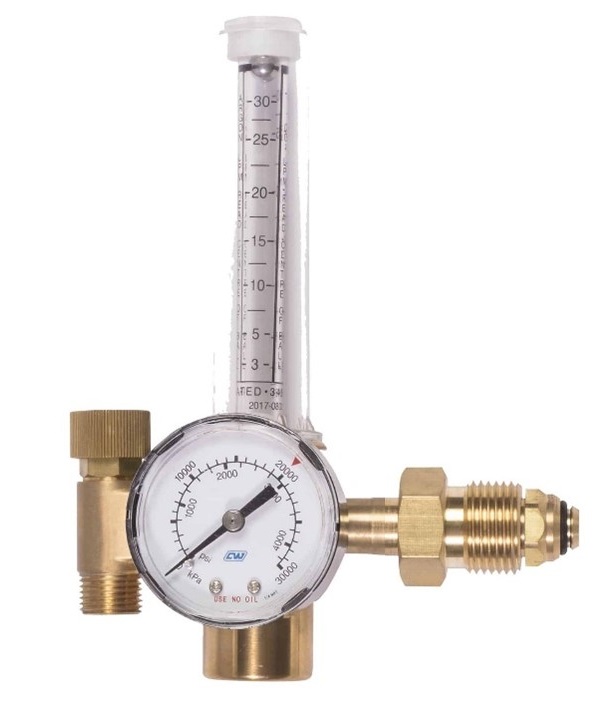
Variable Pressure, Fixed Orifice Using a Flowgauge (VPFO-G)