Shielding gases protect molten metal from the effects of the atmosphere, and provide a medium for the arc where current passes between the electrode and the base metal. This article discusses the properties of the shielding gas that make that possible.
Function of a Shielding Gas
During arc welding, oxygen and other atmospheric gases, can react with the molten metal causing defects that weaken the weld. The primary function of a shielding gas is to protect the molten weld metal and the electrode from atmospheric contamination. In addition, each shielding gas has physical properties that can have a major effect on welding speed, fusion and joint penetration, mechanical properties, weld shape, fume generation, arc starting and arc stability. Shielding gas composition is usually considered an “essential variable” in qualified welding procedures.
Shielding Gas Selection
Gas manufacturers, such as BOC, have developed many different shielding gases to cater to different welding processes, different materials and different sections of the industry. Most provide guides to help with the selection of an appropriate shielding gas for your application.
Here is an example from BOC: BOC Welding Gas Finder
For those who are curious, the remainder of this article looks at the properties of shielding gases and explores how they affect both the process of welding and the completed weld.
Properties of Shielding Gases
In addition to protecting the electrode and the weld puddle from the effects of the atmosphere, the shielding gas supports the arc and aids heat transfer. The properties of the shielding gas that are required to satisfy those requirements include those listed in the following table.
Properties that protect the electrode and the weld puddle
- Shielding – shielding of the electrode and the weld puddle from the atmosphere
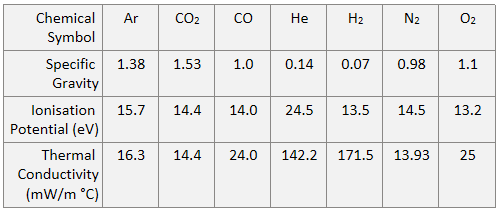
- Specific Gravity – the density of the shielding gas relative to air
- Dew Point – a measure of the moisture content (quality) of the shielding gas
Shielding
The primary function of the shielding gas is to protect the electrode and the weld puddle from the effects of the atmosphere – in particular, oxygen, nitrogen and water vapour.
The oxygen in the air will oxidise both the base metal and the filler metal, including alloys meant to be included in the completed weld. Nitrogen and hydrogen from water vapour, may cause porosity and brittleness in the weld metal.
A weld made without a shielding gas where one is required will often be sooty and very porous. Such a weld is unlikely to meet any requirements and should be ground out and re-done.
Specific Gravity
The specific gravity, also known as the relative (to air) density, affects how the surrounding atmosphere is displaced from the welding area when the shielding gas is introduced. A shielding gas that is less dense (lighter) than air, such as helium, will tend to rise above a down-hand weld exposing it to the surrounding atmosphere and leading to porosity, contamination and possible cracking. An increase in flow is required to mitigate this. A laminar flow should be maintained, however, and this may require the use of a larger gas nozzle.
Dew Point
The dew point is not so much a property of the shielding gas but a measure of how dry it is. The dew point of a gas is the temperature at which the moisture in the gas would condense out as water vapour. Shielding gases for welding must be very dry (low dew points) because any moisture (water) in the gas will dissociate into hydrogen and oxygen in the welding arc (2H2O –> 2H2 + O2). Hydrogen is a major cause of weld metal porosity and embrittlement. Shielding gases should have dew points of -60°C, or lower.
Properties that support the arc and affect heat transfer, metallurgy and weld shape
- Chemical reactivity – the metallurgical and other impacts on the weld.
- Surface Tension – affects the readiness or otherwise of the weld metal to wet the base metal. It also affects the shape of the bead, the fluidity of the puddle and the type of metal transfer in some processes.
- Thermal Conductivity – a measure of the ease with which heat is transferred.
- Chemical reactivity – the metallurgical and other impacts on the weld.
Dissociation Energy and Ionisation Potential
To create an arc, the shielding gas must ionize to produce a low resistance path for the current between the electrode and the base metal. The lower the ionisation potential of the shielding gas, the lower the voltage required to release electrons and the more stable the arc is.
Argon has a low ionisation potential and so provides easy arc starts and a stable arc. Helium has a high ionisation potential and requires a higher voltage to create an arc. The resultant arc is less stable, however, the additional energy used to start and maintain the arc is released at the work creating more heat. This is why helium is referred to as a hotter gas than argon.
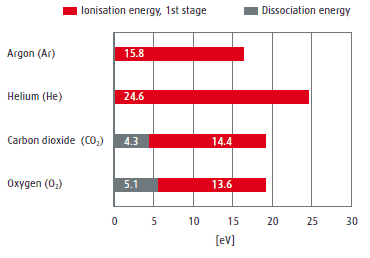
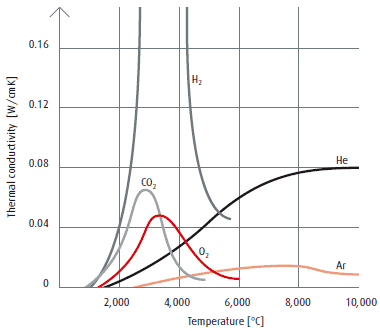
Some shielding gas components, such as carbon dioxide (CO2) and oxygen (O2), exist as molecules and because of the high temperature within the arc, these molecules dissociate into their component parts. For example, carbon dioxide dissociates to carbon monoxide and oxygen consuming additional energy in the process. This additional energy is released at the work generating additional heat. Figure 2 shows that, although carbon dioxide has a lower ionisation potential than argon, the sum of the ionisation potential and the dissociation energy is higher, so a higher voltage is required when using carbon dioxide and more energy is released into the work as heat. This results in a deeper penetration profile.
Surface Tension
In any liquid, there is an attractive force (cohesion) exerted between the molecules of the liquid. At the surface of the liquid, there is cohesion between the surface molecules and the molecules within, but not on the outer surface. On the outer surface, there is an attraction (adhesion) between the surface molecules and the molecules of the surrounding gas.
If the cohesive force of the liquid is greater than the adhesive force of the surrounding gas, surface tension causes the liquid to bead. In the case of a weld pool, the resultant weld becomes convex and rounded and there is little wetting at the toes. (See Figure 3 (a)). This is undesirable as it creates a steep angle between the weld and the parent which could lead to defects such as undercut, lack of sidewall fusion and decreased fatigue performance.
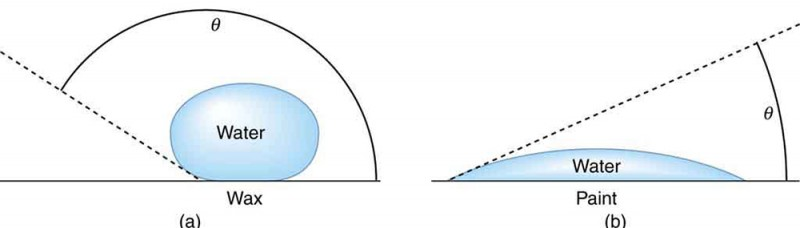
Conversely, if the adhesive force of the surrounding gas is greater than the cohesive force of the liquid, surface tension is reduced causing the liquid to flatten out. In the case of a weld pool, the resultant weld becomes flatter and there is much better wetting at the toes. (See Figure 3 (b)). In addition, reduced surface tension promotes a more fluid weld pool.
Using pure argon shielding with GMAW is usually associated with high surface tension, producing a sluggish puddle and a high convex bead when welding mild steel. For this reason, pure argon it is not recommended for use in GMA welding of mild steel. The addition of an active component, for example carbon dioxide or oxygen, to the argon creates an oxide film over the liquid metal. This oxide has a much lower surface tension in argon, considerably improving wetting, fluidity and bead shape.
Surface tension also affects metal transfer in GMAW and FCAW. A lower surface tension promotes the formation of the smaller particles required of spray and pulse spray transfer.
Thermal Conductivity
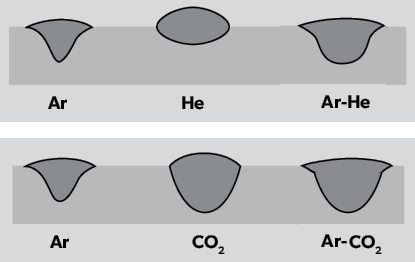
The thermal conductivity of a shielding gas affects the radial heat transfer from the centre to the periphery of the arc column as well as heat transfer from the arc to the molten weld pool. Gases with low thermal conductivity, such as argon, will tend to have a narrow hot core in the centre of the arc and a considerably cooler outer zone. This results in a weld with a narrow ‘finger’ at the root of the weld and a wider top.
In gases with a high thermal conductivity, such as helium, heat is more evenly distributed across the arc but, as a result of the heat loss to the periphery, the depth of fusion is less. Mixing gases allows the advantages of each gas to be combined. See Figure 4.
Gases with a high thermal conductivity also promote wetting at the toes because the increased heat reduces surface tension.
Helium has excellent thermal conductivity and in GTAW and GMAW, the arc spreads the heat to make a wide weld. Argon, on the other hand, has lower thermal conductivity produces a narrower weld.
Chemical reactivity
Although the primary function of a shielding gas is to protect the electrode and the weld from chemical action, an active component, in small amounts, can be beneficial in GMAW and FCAW. No active component is used with GTAW because it would be detrimental to the tungsten electrode.
Carbon dioxide and oxygen are both active gases that will oxidise metals in the weld pool. This includes the base metal, the filler, and any additional alloying elements meant to be included in the weld to increase or maintain strength. The more argon (inert) gas in the shielding gas mix, the stronger the resultant weld and this needs to be considered when selecting a shielding gas.
In small quantities, an oxidising component of the shielding gas, has some advantages.
- An oxidising component can help with cleaning of the weld.
- Small amounts of oxidised metal will reduce the surface tension of the weld puddle improving wetting, puddle fluidity and bead shape. In addition, small amounts of oxygen will help promote spray transfer.
- In GMAW and FCAW-G, the base metal is the cathode and the arc originates at “cathode spots” which move erratically causing arc instability. A small amount of oxide cleaning stabilises the arc. This is another reason that pure argon is not used an a GMAW or FCAW shielding gas for mild steel.
Common Welding Processes and Their Shielding Requirements
The common welding processes that require a shielding gas are:
- Gas Tungsten Arc Welding (GTAW or TIG),
- Gas Metal Arc Welding (GMAW or MIG/MAG),
- Gas Shielded Flux Core Arc Welding (FCAW-G),
- Metal Core Arc Welding (MCAW) and
- Laser Welding (not an arc welding process but included for comparison)
Many of the requirements for a shielding gas are common across processes, but each process does have specific requirements.
Gas Tungsten Arc Welding (GTAW or TIG)
GTAW uses a non-consumable tungsten electrode that disintegrates rapidly in the presence of any gas that reacts with it. For that reason, active gases such as carbon dioxide and oxygen cannot be added to the shielding gas. The most common shielding gases used for GTAW are argon, helium, or a combination of both. These gases are totally inert.
Pure argon is used more often because if provides easy arc starting and a stable arc (this is because of argon’s low ionisation potential). Argon is also cheaper than helium.
For welding thicker material, particularly aluminium, helium may be added to the argon. Helium’s high ionisation potential delivers more heat and its greater thermal conductivity helps transfer that heat deep into the material. On the thickest of materials, pure helium may be used but, because of the high ionisation potential, arc starting is more difficult and the arc is less stable.
Other additions to the shielding gas, such as hydrogen (H2) and nitrogen (N2), can be added to advantage for certain stainless steels. Although these are reactive gases, they do not react with tungsten.
Gas Metal Arc Welding (GMAW or MIG/MAG)
GMAW uses a consumable electrode and, although it should be protected from the air, the introduction of small amounts of active gas can be advantageous. The most common shielding gases used for GMAW are argon and carbon dioxide mixes, and straight carbon dioxide.
Carbon dioxide is the only non-inert gas that can be used by itself as a shielding gas for GMAW. Carbon dioxide is a semi-inert gas that protects the weld from the atmosphere, but within the arc, some of it breaks down to oxygen and carbon monoxide – both active gases. The high ionisation energy and dissociation energy is what makes carbon dioxide a “hot gas” that can achieve a good joint penetration in a weld.
The high ionisation potential also makes arc starts more difficult and the arc less stable.
Pure argon is not recommended as a shielding gas for GMAW except for aluminium and similar metals. Its low ionisation potential produces easy arc starts but:
- its low thermal conductivity produces a narrow, finger like penetration profile
- erratic cathode spots on the base metal result in an erratic arc
- its high surface tension with the weld pool results in a high, convex bead and there is little wetting at the toes
An active gas, often carbon dioxide but also oxygen, is added to make the shielding gas more suitable for ferrous metals.
- Up to 25% carbon dioxide or even greater amounts of helium (both with higher ionisation potential) will improve the depth and the width of the fusion profile.
- Small amounts of carbon dioxide and oxygen will reduce the surface tension resulting in a flatter weld profile, more fluid weld puddle and improved wetting at the toes.
- Carbon dioxide and oxygen will also stabilise cathode spot formation and therefore, the arc.
Gas Shielded Flux Core Arc Welding (FCAW-G) and Metal Core Arc Welding (MCAW)
These processes have very similar requirements to GMAW but some useful properties can be added to the flux, taking some of the load off the shielding gas. The shielding gas is still responsible for protecting the electrode and the weld from the atmosphere, but additions to the flux can be used to aid arc starting and stability, and to modify surface tension. This is in addition to additional filler material such as iron powder, alloying elements and deoxidisers and denitrifiers.
These processes are more immune to the depletion of alloying elements by active components in the shielding gas because of the potential to add them to the flux.
Laser Welding
Laser welding is not an arc welding process like those already covered, but it does use a shielding gas to protect the molten metal from the atmosphere.
In arc welding processes, a shielding gas with a low ionisation potential is used to advantage to gain ease of arc starting and a stable arc. In laser welding, ionisation is not required and, in fact, ionisation will interfere with the laser beam and disrupt the welding process. For laser welding, a shielding gas with a high ionisation potential is required. As there is no voltage applied, thermal emission alone is responsible for any undesirable ionisation.
Shielding Gases And Their Properties
There is no perfect shielding gas where all of the desirable properties for a particular welding task are available from a single pure shielding gas. Gases are often mixed to achieve the desired performance.
| Argon | Carbon Dioxide | Helium | Oxygen |
Specific Gravity | Denser than air so good down hand coverage | Denser than air so good down hand coverage | Lighter than air so additional flow required | Minimal effect as only used in small amounts |
Dissociation energy | None | The CO2 molecule breaks down into oxygen and carbon monoxide providing additional heat | None | The O2 molecule breaks down into individual oxygen atoms providing additional heat |
Ionisation potential | Relatively low providing easy arc starts and a stable arc | The ionisation potential plus the dissociation energy requires a higher operating voltage, more difficult arc starts and a more unstable arc. This also means that more heat is generated | The high ionisation potential of helium results in more difficult arc starts and a more unstable arc. This also means that much more heat is generated | The ionisation potential of oxygen is quite low so its addition can improve arc starts and arc stability |
Surface Tension | The surface tension quite high producing a sluggish puddle and a high convex bead when welding mild steel | Oxygen generated by the breakdown of CO2 in the arc creates an oxide layer which reduces surface tension considerably. This results in a more fluid puddle and a flatter weld | Surface tension is higher than when using argon. | Oxygen creates an oxide layer which reduces surface tension considerably. This results in better wetting, a more fluid puddle and a flatter weld |
Thermal Conductivity | The thermal conductivity of argon is low resulting in a hot central arc and a cool peripheral area. This gives reasonable depth but quite narrow penetration profile | The thermal conductivity of CO2 plus its dissociated elements at the temperature of the arc is high resulting is a wider penetration profile | The thermal conductivity of helium at the temperature of the arc is quite high resulting is a wider penetration profile | The thermal conductivity of oxygen at the temperature of the arc is quite high but the small amounts added to the shielding gas do not lead to a significant difference |
Chemical reactivity | None | Moderate An oxidised film of steel reduces surface tension and stabilises cathode spots in GMAW and FCAW-G | None | High An oxidised film of steel reduces surface tension and stabilises cathode spots in GMAW and FCAW-G. Also results in spray transfer at a lower voltage |
Use | Argon is used extensively as the shielding gas for GTAW and as the base gas for GMAW and FCAW-G. It provides good arc starting and a stable arc. Argon is not used alone with GMAW or FCAW-G | CO2 is used alone for GMAW and FCAW-G where it provides a hot arc leading to deep penetration profile. It is also added to argon for GMAW to improve its penetration profile | Helium is used with Argon (and sometimes alone) when welding thick aluminium using GTAW, or GMAW. The high thermal conductivity promotes a deep penetration profile | Oxygen is added in small amounts to argon and argon-CO2 mixes to improve wetting and puddle fluidity. In addition, spray transfer and pulse spray takes place at a lower voltage |