When Gas Tungsten Arc Welding (GTAW) oxide-forming materials such as aluminium and magnesium, DCEN for penetration and DCEP for its cleaning action can be used together. This is referred to as Alternating Current (AC) welding.
Figure 1 (a). Representation of a sinusoidal voltage
Figure 1 (b). Representation of a square wave voltage
In both the sinusoidal and square wave cases, the positive half cycle (DCEP) performs the cleaning and the negative half cycle (DCEN) provides penetration. Unfortunately, as is often the case, practice does not quite match theory. AC welding often leads to an unstable arc. There are several requirements for a stable arc but two are specific to AC welding.
Arc loss at the voltage zero crossings and
Arc rectification
Arc loss at the voltage zero crossings
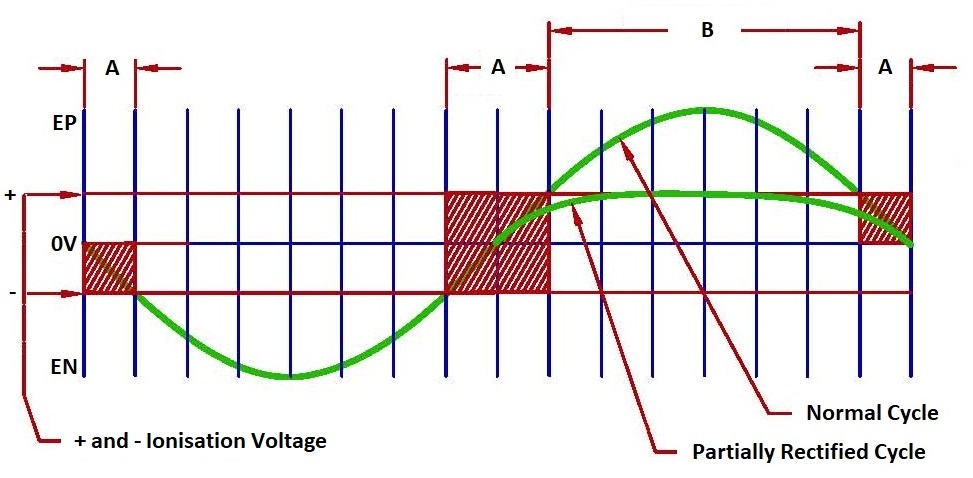
An AC voltage crosses zero twice in every cycle. At those points, the arc is very unstable and may extinguish. In fact, this is true any time the voltage is less than the ionisation voltage of the shielding gas.
Figure 2. A sinusoidal welding voltage showing ionisation voltage
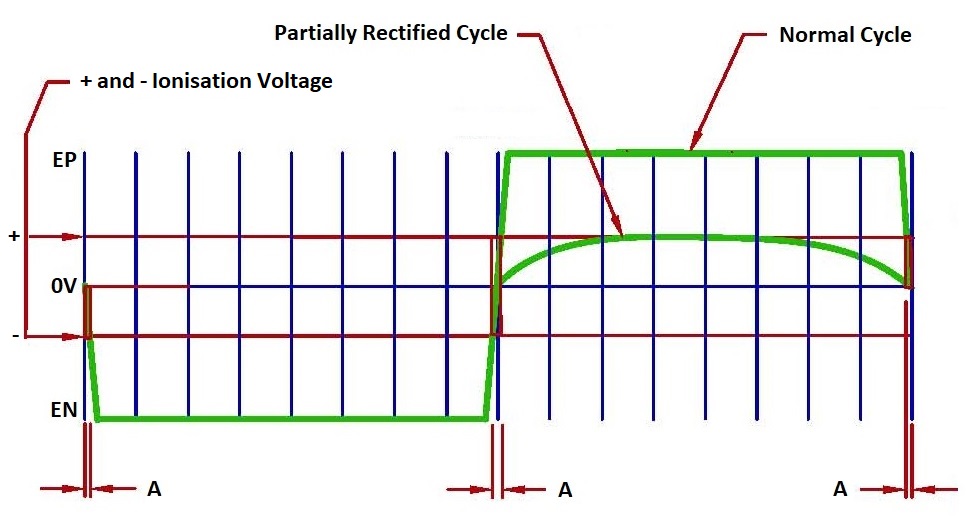
Figure 3. A square wave welding voltage showing ionisation voltage
In figure 3, the regions marked “A” are considerably smaller using a square wave because of the much faster switching times between electrode positive (EP) and electrode negative (EN). In this case, continuous HF is not needed.
In summary, arc loss at the voltage zero crossings can be minimised using a combination of HF and a square wave welding current.
Arc rectification
During the EN cycle, electrons are emitted from the tungsten electrode and are accelerated towards the work. During the EP cycle, the reverse happens. Electrons are emitted from the work and are accelerated towards the tungsten electrode. Because the electrode and the work are different metals, different energies are required to make this happen.
The amount of energy required to release an electron from the surface of a metal is called the work function – expressed in electron volts (eV).
Material
Oxide eV
Metal eV
Aluminium
4.7
4.4
Pure Tungsten
No oxide present
4.5
Lanthanum
2.5
3.3
Thorium
2.6
3.35
Cerium
3.2
2.84
The result of this is that there will be more EN current than EP current – this is called arc rectification and the resultant welding current is unbalanced. This will cause arc instability and if the EP current does not exceed the ionisation voltage of the shielding gas, there will be zero voltage for the duration of the EP half cycle. See figures 2 and 3 where the EP voltage only just leets the ionisation voltage of the shielding gas.
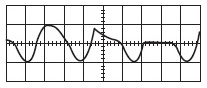
In practice, there are other surface contaminants and the oxide layer thickness varies and the EP half cycle can be very irregular – see figure 4.
Figure 4. A reproduction of an actual unbalanced AC sine wave. Note the positive half cycle is "clipped off". The missing portion was lost due to rectification of the arc. What can also be seen is a high current spike which can lead to tungsten breakdown and tungsten spitting.
In summary, arc rectification can occur when AC welding leading to arc instability and poor cleaning performance. A welding machine’s AC Balance controls can be used to optimise penetration and cleaning, and minimise arc instability.
AC Balance may be provided as an adjustment to the ratio of cleaning (EP) to penetration (EN) time (the most common), or as an adjustment to the ratio of (EP) to (EN) voltage/current. Some machines have both.